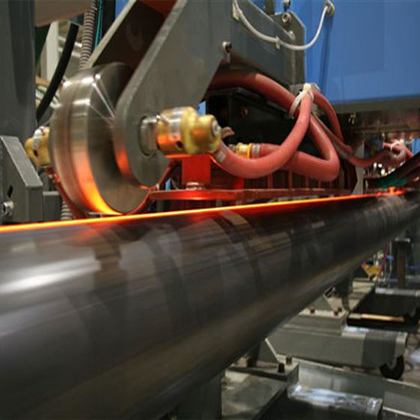
The mill is intended for manufacturing round pipe of Φ50mm-Φ114mm with thickness of 1.5mm–5.0mm from cold-rolled and hot-rolled coil strip by means of unclosed tubular blank with its subsequent welding into tube, edge heating by means of solid state high-frequency welder, longitudinal seam welding in rolls of tube welding machine, cooling, further sizing or shaping and on-stream cutting of endless tube in измеренные длины.
Готовое изделие будет из круглой, квадратной или прямоугольной трубы.
Процесс изготовления обеспечивает использование предварительного использования спиральной полосы в требуемых размерах ширины в строчной машине.
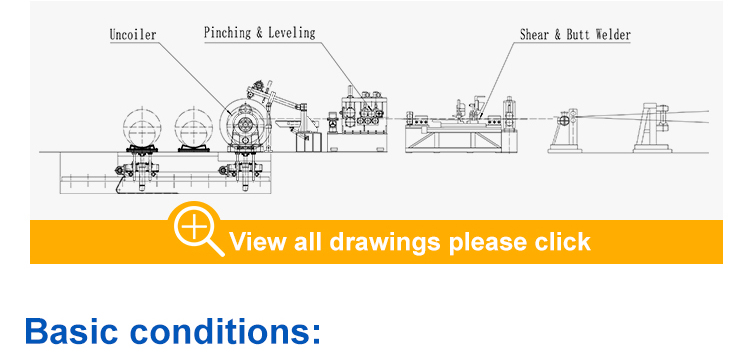
{SteelTape}→→ Разматыватель с двумя головками →→Резак и сварочный аппарат с полосовой головкой→→Спиральный аккумулятор→→Формовочная секция (Узел выравнивания + Главный приводной блок + Формовочный блок + Блок направляющей + Установка высокочастотной индукционной сварки + Прижимной ролик) + Рама для удаления заусенцев →→Охлаждающий блок →→ Калибровочный блок и правитель →→Холодная пила под компьютерным управлением →→ Беговой стол→→Полуавтоматическая упаковочная машина
| Спецификация стальных труб | |
| Диаметр круглой трубы | Φ50 - F114mm |
| Толщина трубы | 1,5 - 5,0 мм |
| Квадратные и прямоугольные трубы | 40x40 мм –90x90 мм |
| Толщина трубы | 1,5 - 4,0 мм |
| Длина трубы | 6-12 мин. |
| Допуск по длине | 0-6 мм |
| Спецификация стальной ленты | |
| Материал | Углеродистая сталь (δb≤500 МПа, δs≤235 МПа) |
| Внутренний диаметр | Φ470-Φ510мм |
| Наружный диаметр | Φmax=1800 мм |
| Ширина полосовой стали | 140-4000 мм |
| Толщина полосовой стали | 1,5-5,0 мм |
| Максимальный вес | 4.0тонн |
| Электрическая установленная мощность | ок.500 кВт |
| Скорость линии | 20-70 м/мин |